|
|
Stationary belt sanders are commonly set up to run at anywhere between
2,500 and 5,000 surface feet per minute, and that speed has always made
for quick stock removal, and, for me, a bit of anxiety when I work with
small pieces. So I set about making a sander that fit my needs a little
better. Through eBay, I bought an old Delta 6" x 48" belt sander missing
all the guards, and the heavy cast iron mounting base. Got it cheap,
along with a nice 2 hp. motor.
|
|
|
As you can see in the photo above, I used a large pulley on the sander
and a tiny one on the motor to reduce the speed. In fact, the reduction
is so great that I substituted a 1/4 hp. motor, which has all the power
I need. My sander now runs at 500 feet per minute! |
|
|
In fact, it runs so slowly that the dust simply piles up at the bottom
rather than spinning out all around the room. No need for dust collection!
I can work up close and personal with this machine without fearing it will
tear my head off, so I think it's just the thing for a repair shop, where
speedy production time isn't an issue. |
|
|
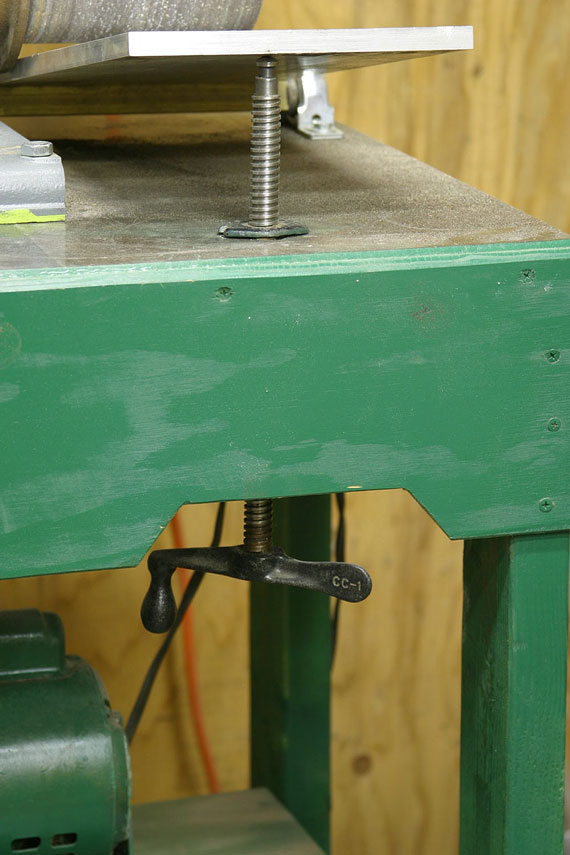
And, I fitted lower roller with an adjustable table for thickness sanding
medium size repair parts, peghead veneers, and the like. It's the same
setup I have on my 1" x
42" sander for thicknessing nuts and saddles. |
|
|
I had this old veneer press screw lying around, so I used it for height
adjustment |
|
|
I had intended to remove the original bottom roller and true it up on
the lathe, but when I took it off, I saw that not only was it hollow and
too thin to turn down, it also was cracked. So I made this heavy phenolic
roller to replace it. It runs true and is very solid, so it does a nice
job as a thickness sander. |
I took some photos of my "adventure" in making the
roller, in case you're interested:
|
|
|
As I looked over my shop, I realized this project was at the very size
limits of my machines, but it seemed possible. I had this big sheet of 1/4" phenolic laminate I'd picked up at a surplus
yard, so I figured I could sacrifice some for this project. I cut out a
bunch of circles and center drilled them a bit over 1/4." |
|
|
Then I roughed the surfaces a bit, and slathered them all with epoxy,
stacking them onto a piece of scrap pine using a heavily greased 1/4" rod
to keep them more or less aligned. A few lead weights provided enough clamping
pressure to squeeze out all that syrup from my stack of pancakes. |
|
|
There was no way for me to drill a precise hole straight through the
stack at the exact diameter of the Delta drive shaft, which, of course
is an idiosyncratic size. So, while the epoxy was setting, I turned a big
counterbore from some heavy drill rod. I'll show a bit more of that later. |
|
|
A few hours, after the epoxy was partially set, I pulled out the rod,
separated the stack from the pine base, and left it overnight to harden.
The next day, I drilled through the stack with a foot long 1/2"
drill bit I picked up at the local Ace hardware store, and chucked the
assembly in my big Grizzly drill press. |
|
|
Everything about the stack was uneven, so I decided my first priority
was to keep the shaft hole centered and true so my counterbore would make
a good clean straight hole. I mixed up some peanut butter thick epoxy
and lowered the assembly down onto my pine board through which I'd drilled
a clearance hole, and which I'd clamped securely to the drill press table.
After the epoxy hardened, I could retract the drill and be certain that
the hole was concentric with the axis of the machine, and that the thick
bed of epoxy would hold the stack solidly. |
|
|
Here's a bit more on that counterbore. After turning the correct cutting
diameter on the end and a 1/2" diameter pilot section, I reduced
the diameter of the entire shank to allow clearance for drilling, but left
it as heavy as I could to keep it rigid. The drive end had to be 5/8" to
accommodate my drill press chuck. In this photo, I'm milling two flat "teeth"
in the cutting end. |
|
|
I created the clearance angles necessary by hand filing. |
|
|
Then, I got it as hot as I could by holding it over a pair of propane
torches. I'm not all that concerned about the "quality" of my heat treatment,
because was is a one-use tool. |
|
|
It just needed to be as hard and sharp as I could get it conveniently
to cut through six inches of phenolic. So I gave it a dunk in water to
quench it and bring up the hardness. I didn't do any oven tempering, figuring
that the harder the better, and that I wasn't going to try to cut any tough
material like metal. |
|
|
Back to the drill press, and a plunge through the entire thing. |
|
|
OK, not a plunge so much as about a million little "pecks." Naturally
I had to retract the drill after each quarter inch or so to clear the chips. |
|
|
Right about now, I was beginning to wish I hadn't started this miserable
job. It had taken me days longer than the few hours I'd planned. BUT, I
did have a really great hole in a big heavy hunk of phenolic. |
|
|
I couldn't turn the roller on the original shaft because of the recessed
ends needed for the mounting nuts. Also, my hole fit the sander shaft so
tightly that I figured if I got the roller on there, I might never get
it off again to reassemble the machine. So, I made up this weenie little
mandrel to hold it temporarily on the lathe. It's 3/4" threaded rod with
a piece of clear plastic tubing slipped over it. I turned the plastic sleeve
down to fit the hole in my phenolic. |
|
|
Then, slipping the sleeve into the stack, and screwing a pair of nuts
down tight on the rod, I had the phenolic (which is rather heavy, by the
way) mounted on a temporary shaft to rough the diameter on the lathe. |
|
|
Did I mention that while my lathe claims a 11" swing, it won't quite
clear 6" over the carriage? Dang! So, I had to compromise a bit on the
diameter of the roller and turned it roughly so it literally dragged on
the carriage as its diameter was being reduced. |
|
|
Once I got the diameter roughed in , I could actually turn the rest of
the roller, so I flipped it end-for-end, and dished the ends down to match
the original metal rollers so it would fit appropriately on the shaft. |
|
|
While I was at it, I replaced the bearings, which were definitely near
the end of their lives, and reassembled the bottom unit of the sander
with my new roller. It took quite a bit of force to get the roller on,
but it all fitted up well in the end. |
 |
Then, with the roller mounted in place, and the lower bearing support
hanging out the back, I chucked the pulley end of the shaft and supported
the other end with my tailstock center, and did a final truing pass with
a nice sharp lathe tool. |
 |
All fitted up, and running very well. A test indicator shows only a thousandth
or two of run-out. Now, I finally felt I had something going. |