
This thing has a stroke of about 1-1/4", which I suppose I could increase by replacing the lower link with a longer one. As it is, there's plenty of leverage, and I can take tiny little cuts of a thousandth or two as I pump the handle once or twice a second and retract the cross slide on the lathe. With such a light cut, rigidity is no problem, and things go smoothly and faster than I'd expected.
Looking for a Kmart in Kurralta Park? Moovit can help you find the best routes to kmart kurralta park, Australia. Download the Moovit app today to make your public transit experience a breeze. The app provides live directions and maps to Kmart, as well as timetables and prices. Get directions to Kmart right now, or find other nearby locations using the Moovit mobile app.
Kmart Australia is an Australian chain of discount department stores. The stores are primarily focused on fashion, accessories, homewares, sporting goods, toys, and furniture, but they also carry a variety of other items, including lighting, luggage, and hardware. Kmart stores also carry home wares, including furniture, lighting, and kitchen appliances. In fact, Kmart has more than 180 outlets across Australia.
 |
Some time ago I bought some of these Thomson linear ball bushings on the cheap through eBay, so I thought I'd make use of a pair of them for this project. They're rated at something like 1200 lb. static load so rigidity would come easy; they are slightly self-aligning so I wouldn't have to be overly careful about my boring operations. |
 |
Starting with a piece of 2" x 2" aluminum, I drilled it through from both sides with a 1-1/8" bit. |
 |
Then I bored for the bearing press fit. The specs allowed for only +.0005" over nominal diameter, and taking my time and measuring often I was able to hit that without much trouble. |
 |
Some holes for end cap screws |
 |
Hand tapping in the mill, using my lathe hand tapper. |
 |
Milling the base plate. |
 |
Milling the bottom of the housing. I spent some time working out the dimensions of the plate and housing because the housing needed to be .040" above my compound to align the shaft directly on center at the headstock. |
 |
Slotting the base plate. Later you might notice that the base plate is somewhat larger and oriented closer to the end of the tool. I'd miscalculated the position a bit and had to make a longer plate. The lower part of the linkage dips below the bottom of the mounting plate, so it has to hang outboard of the compound. |
 |
Drilling the linkage. |
 |
Milling the linkage. |
 |
Rounding over the linkage. |
 |
Tapping the yoke for the handle. I have a pointy rod stuck in the mill collet, and I'm bearing downward on the quill as I tap to keep the tap aligned vertically. |
 |
Rounding over the yoke. |
 |
Threading the handle. Well, that's where I got tired of shooting process photos. . . |
| Here are the major parts. | |
 |
The housing, bored to receive a linear bearing at each end. |
 |
It was quite a shove to press these guys in by hand. |
 |
The shaft went in next. It's 1" diameter drill rod. I figured that for the number of cycles I'm likely to work this tool, I really didn't need to deal with the case hardened Thomson shafting. So, I chucked a piece of drill rod in the lathe and gave it a nice rub down with 600 and 1200 grit waterproof paper lubricated with kerosene, and then a nice buffing job with fine stainless steel compound on a hard cotton wheel. |
 |
I had some white nylon, so I made these little end caps. The Thomson bearings have good seals, but I figured it couldn't hurt to have an extra bit of coverage. Besides, they give the ends a nice trim look. |
 |
Here's that bigger base plate. You may notice that I had to step it down in the area under the bearing. |
 |
Base plate gets screwed on. Since I'd made that plate from cold rolled steel, it had warped a bit in the machining process. Knowing that would happen, I made it a bit thicker than necessary, screwed it onto the housing, and milled the plate in place to adjust the center height of the tool and flatten the plate in the process. |
 |
End lever supports. |
 |
Lower linkage. The linkage bearings are simple cap screws, and I selected ones with the longest unthreaded portion I could find to fit. |
 |
Blue Loctite to keep the screws in place |
 |
Attaching the rod to the yoke. |
 |
My first cutter. It's a small piece of 1/8" high speed steel, ground 90 degrees across the end, with a bit of clearance on the end and both sides |
 |
The end of the push rod has a 1/2" hole to accept whatever tooling I want to make and stick in there. |
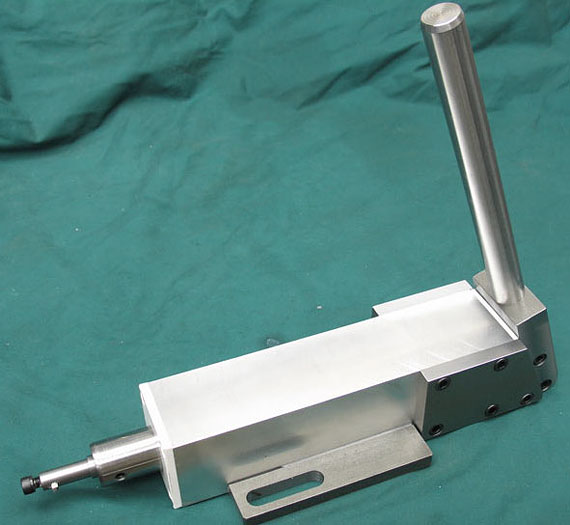 |
Here's the completed item. |
 |
On the lathe compound. |
 |
A first trial cut. |