|
|
My metal cutting band
saw is a classic fourteen inch Delta, made in 1943, as part of the great
War Effort. I recently fitted
it with a simple gravity feed attachment so I could cut heavier pieces
with less effort. |
 |
The power is delivered by
a regular 16-ounce soup can into which I poured lead and imbedded a screw
eye for lifting. A simple hook connects
it to a 1/16" diamteter wire rope. |
 |
When it's not in use, it hangs on a stud on the front of the saw stand. |
 |
The wire rope passes over a
little pulley I made of aluminum and pressed onto a regular 1/2" ball
bearing. |
 |
And, the bearing is on a threaded rod that is mounted on brackets I screwed
into the table's threaded holes originally intended for mounting
a rip fence guide. |
 |
When I don't want the power feed rig in the way for cutting larger items,
the support swings downward below the level of the table. |
 |
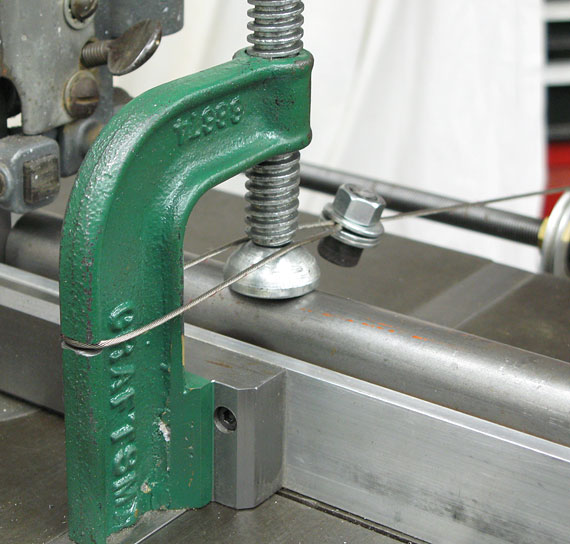
The basic "unit" of this rig is the slider, which is a V-block I made
from some two-inch square aluminum stock. I cut and welded a heavy
C-clamp to a steel bracket which is screwed to the back side of the slider. |
 |
The slider is mounted on a
3/4" wide piece of cold rolled steel that
fits the original miter gauge slot in the table. With the little
recess cut in the V-block, I can grip rods as small as 1/4" without trouble. The
maximum size is 2" diameter. On the rare occasion I want to
cut bigger rounds, I can clamp them to the front of the slider. |
 |
That little brass piece screwed on the back of the slider is a stop I
can mount either on the V-block, or on the front side of the slider when
I want to cut repetitive short lengths. |
 |
I make up batches of little
items several times a year, so I make
good use of this little stop. |
 |
This piece is a long reach
gripper I can use to hold short bits. One
end has a height-adjustable brass support
that fits the V-block and the other end either rests directly on the work
piece, or, for small diameter rods, via a screw. |
 |
I can cut very short pieces
easily and safely. As you can see, the
head of the screw gets in the way of the saw guide, so I think I'll switch
to a set screw. |
 |
Here's a piece barely over
1/2" long and it's no trouble to hold securely
for cutting. |
 |
At the end of the cut, a stop
on the slider serves to halt its forward progress. The stop can
be set at different positions to accommodate various diameters of rod
being cut. |
 |
The stop flips up for use when
I'm cutting flat things on the front side of the aluminum V-block. That way the stop keeps the slider from
moving more than about 1/8" past the cut, avoiding a nasty inertial
blow. |
 |
Speaking of cutting on the
front side, most of the time I don't even need to clamp rectangular or
square stock. Since it's fully
supported on both sides of the cut, the piece doesn't tend to move laterally. |
 |
Check out the nice square cut
I got on this hunk of scrap steel. My
blade of choice these days is a 1/2" wide variable pitch (10-14) bi-metal
.025" thick. As to cutting speed, I tried different speeds until I
got good blade life and action with W-1 drill rod, and I've left the saw
set up for that speed. I'm generally not in too big a rush to cut
brass and other metals, so that speed has worked well for me. I use
my wood cutting band saw for aluminum, running at 3000fpm. |
| |
UPDATE,
September 2009:
New
addition - a sled for cutting larger diameter round stock
|
 |
Well, here it is - a separate
fixture to hold round stock and pull it through the blade using the gravity
feed. I made it just big enough to hold the largest round piece that
would fit through the saw, namely a bit over 6 inch diameter. Here
I've set up to split a less-than-two-inch-thick piece of six inch diameter
steel. I'll make smaller hold-down straps as I need them. |
 |
Well, it turns out that the upper blade guide would only clear 5-1/2"
diameter sitting on top of my little sled, so what could I do? I removed
the blade guide, of course. |
 |
As you can see in the photos, the blade passes just outboard from the
sled, and with so little mass actually on the sled, I figured it would
get a bit tippy, so I used a lead shot bag for ballast as I started up
the cut. |
 |
Slow going, yes, but with a bit of extra weight on the gravity feed line,
the cut proceeded along nicely without needing any attendance. |
 |
At the end of the cut, the sled skips forward a fraction of an inch and
stops as the u-clamp on the wire rope hits the pulley. |
 |
Here's a look at the cut. Even without that upper blade guide, it's nice
and neat. |