















Cleaning out the excess glue and dust from fret slots, using a high speed reciprocating saw similar to an orthopedist's cast removal saw.



















Page 3 of 5
| |
Laminated plastic sheets are cut into strips to become the black and white decorative purfling. |
| |
A rack holds a confusing array of laminated and plain binding and purfling. |
| |
The slow work begins with gluing and taping the purfling and binding in place. |
| |
Masking tape holds the binding on the edge as it is glued with a solvent based adhesive. |
| |
For increased clamping pressure, the entire body is overwrapped with a heavy cotton cord material. |
| |
Fancy guitars require more hand inlaid purfling. This one is getting ready for the pearl bordering around the end of the fingerboard |
|
|
Temporary plastic spacing material is removed from the soundhole rings so abalone sections can be inlaid. |
| |
It's close work. |
| |
After all binding and purfling is applied and leveled, bodies get a leveling on a large "stroke" sander. |
| |
Final sanding before finishing. |
|
|
Rough cutting neck billets. |
| |
Necks are carved with precision on this CNC machine. |
| |
Fingerboards are cut on CNC equipment, too, but require a bit of hand cleanup. |
| |
This is the fixture for drilling and inlaying the edge position inlay dots. |
| |
Binding the edges of the fingerboard. |
|
|
Cleaning out the excess glue and dust from fret slots, using a high speed reciprocating saw similar to an orthopedist's cast removal saw. |
| |
Frets are placed and tapped into position by hand. |
| |
Final "seating" of the frets using an arbor press. |
| |
Fingerboards without edge binding need to have their fret slot ends sealed. |
| |
Leveling the sealed slot ends. |
| |
Peghead veneering. |
| |
Installing adjustable truss rods. |
| |
A row of modern pneumatic clamps make quick work of gluing fingerboards to necks. |
| |
As in most factories, fixture and process development is an ongoing affair. Here, the same job is done with screw clamps. |
| |
A batch of HD-28V necks. |
|
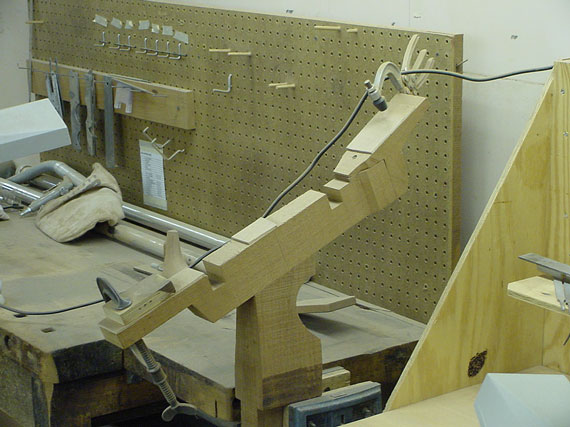
For special contours, shaping and detail work, there are work stations for hand operations. |
|
"Detailing" the peghead. |
|
I'm not sure, but I think he's getting ready to play a little "air guitar." |
|
Slotted pegheads require special attention. |
|
The body and neck are completed now, and ready to get their first "fitting." |
|
Adjusting the fit of a dovetail. |
|
Checking. |
|
And, rechecking. That's how it gets done right. |
|
Final sanding of the neck before staining and filling. |
|
More sanding. Here, a "downdraft" table draws the dust down and away. Even with all this sawing, routing, milling and sanding, the Martin factory has remarkably clean fresh air. |
|
Tuner holes are drilled all at once on a six spindle drill press. |
| More |
3 |