|

|
Ouch!
Now, I broke the tap off in my new hole. Well, there's still a bit more
room. I'll just move down a bit more. . . |
|

|
Most of the time, though, I was able to hold the part in
place to make sure things lined right up as I drilled and tapped mounting
holes. |
|

|
For my base slide adjustment, I needed to transfer a measurement
from the base to a clamping plate. I did it the same way I measure for guitar
tuner hole spacing. I set my calipers to measure from left edge to left
edge. I don't trust myself to try to measure the center of the hole. |
|

|
Without actually reading the caliper, I transferred the
measurement. I'd already drilled one hole in the plate, so I measured from
each edge of the hole, and swung the caliper like a trammel, scribing a
little line. |
|

|
Then I set my caliper to half the width of my little plate,
and scribed again. |
|

|
From here, I just eyeballed it. I figure I can guess the
center of this little space within the tolerance of my wandering drill bit
when I'm working on the drill press. |
|

|
Then, drilling the second hole, my clamping plate is complete. |
|

|
Well, almost. I forgot those little slide mounting screws,
which are neatly in the way. |
|

|
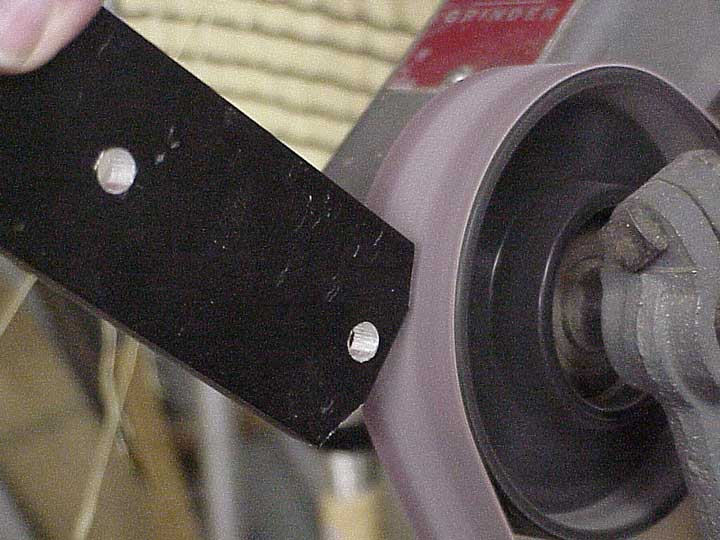
Time for another design change. A quick bit of grinding
will take care of that problem |
|

|
Now I see why they make washers. They're useful to keep
screws from bottoming out. |
|

|
Oh, yes, take a look at this neat piece of work. Here's
my little trio screw holes, with the broken tap in the center. |
|

|
I found a big hunk of one-inch square brass that should
work for my vertical adjustment. |
|

|
Couldn't cut it straight by hand, and can't use the woodworking
power tools on brass, so I squared it up on the lathe, which still had the
four jaw chuck in place. I didn't bother to center it, because I was only
squaring off the end. |
|

|
Drilling and tapping brass is fun. Look at those chips.
It's almost like working with mahogany. Everything seems to work so much
easier and cleaner. |
|

|
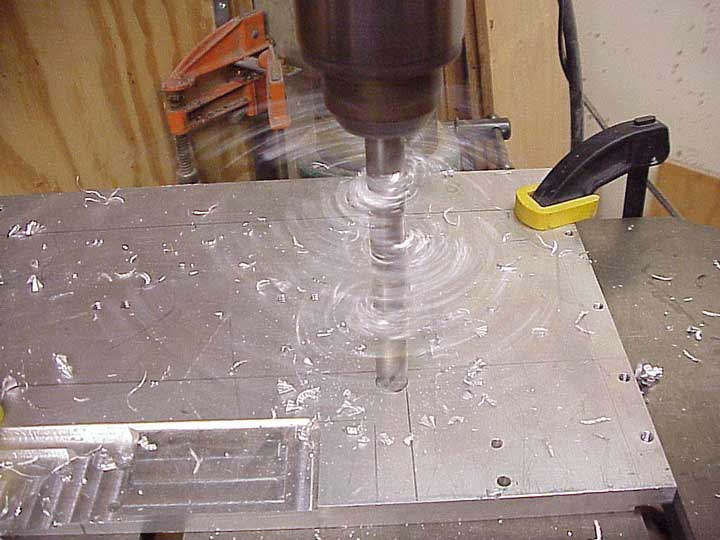
Working aluminum is more like machining Brazilian rosewood.
It's gummy, and nasty. Just look at that big sharp stringy mass spinning
around! Here, I'm drilling the aluminum base plate. It's just another piece
of aluminum salvage, as is most of the rest of this tool. |
|

|
Well, it only took the better part of a couple of days
to put this together, but my first impression is that I waited about ten
years too long to get this project done!
It's really simple - just a carriage that slides sideways, and a holder
that slides up and down. Because of its mass, and the smooth, tight bearings,
it runs with virtually no vibration, and cuts a really straight, smooth,
true slot. |
|

|
In case you're wondering, here's the label on the small
bearings, McMaster-Carr part numbers 6257K18, and 6257K19. I had originally
assumed I'd use a second big Thomson slide for the vertical adjustment,
but when I saw these in the catalog, it was clear I could save a lot of
space and weight. |
|

|
This big slide is McMaster-Carr number 6109K1 |
|

|
So, as you can see, the big bottom slide is mounted on
a 1/2" aluminum plate. It measures 15-1/4" x 7", because
that's the size it was when I found it. I made an arbitrary 2-1/2"
x 8" cutout under the router, which should clear most any guitar bridge. |
|

|
Here's the carriage from the back side. The diagonal plates
and the slide clamping plate are 1/4" thick anodized black aluminum
scrap. Most all the rest was made from 1/2" thick aluminum salvage.
I buy most of my aluminum from a local metal salvage yard, so I don't know
(or much care) about alloy, or precise dimension. |
|

|
If I hold up the vertical slide, you can see the two different
length linear bearings. I tried to turn the accident of a mistaken order
into lemonade by working the vertical stop screw adjustment in an asymmetrical
orientation. |
|
|
I'll be able to insert measured spacers under the stop
screw so I can plunge to precise depths. After a few trial cuts, I'm ready
to give this tool a real test in the shop. |
|
|
Oh, yes, on the bottom, I've stuck a layer of 1/8"
leather for to keep the tool from skating around and to protect the guitar's
finish. As usual, I thought of a few more holes to drill after I
already had the leather stuck there with contact cement. |
|
|
Here's the tool in place, doing its job. I simply clamp
it there with four mini Quick Grip clamps. As you can see, there's lots
of clearance around the cutter for great visibility. |
|
|
The four clamps act as support feet, holding the guitar
firmly in place on my bench. |
|
|
This is a tiny 3/4 size Martin 5-18. The guitar is so small
that the tool doesn't fit below the bridge, but it's no problem to use it
the other way around. Sure enough, the sheer mass of the tool makes it a
snap to rout a clean, full depth slot with no vibration or wandering even
with a 1/8" shank bit. I'll be using 3/16" shank end mills most
of the time, though, for extra rigidity. |