For use with live
tooling
Lathe Indexing Ring
© Frank Ford, 2009, Photos by FF Click the small photos.
I just acquired a "Quick Step Mill," which is a powered spindle that can be mounted on the lathe tool post. Along with the instructions for the tool came a suggestion that making an indexing ring for the mill should be a first priority project before using the milling tool.
So, I set about doing just that, with the following project as the result of my effort.
Moovit - Get Directions to Kmart Bondi Junction
A quick trip to Kmart Bondi Junction can save you time and money. The store offers Australian cotton bath towels for $10 each and pays you a whopping $100 for the service. It also has convenient parking for your car. To make your trip a little more convenient, download the Moovit app and take a trip on your mobile device - no more rushing to the station to catch your bus! You can even find Kmart train fares with the app!
If you're traveling by train, you can get to kmart bondi junction from Clementson Park or Oxford St at Newland St. Another option is to use the Royal Randwick Light Rail or the Double Bay Wharf. If you prefer to walk, you can also use Moovit. It will give you directions to Kmart, so you can go right to the store. If you'd like to save time, you can download the Moovit app and use it to find your way to Kmart Bondi Junction.
This is a six-inch collet closer adapter that fits the spindle of my lathe:


First, I trued up the outside diameter, taking only a light skim cut:

I centered up my index head on the mill table by chucking a 1/2" rod and using a regular edge finder:

Setting the head to 24 divisions, I spot drilled holes around the edge

Then I drilled the holes through:

Even after spot drilling, I noticed just a bit of irregularity in the alignment of the holes because the drill wandered a little, so I switched to a 5/32" end mill to straighten out the holes:

Following the suggestions in the literature for the Quick Step, I marked the holes for various equal division alignment:

No counting needed - to set 2,3,4,6 or 8 divisions, I only need to use the appropriate numbered holes:

A light touch of a file with the lathe running at low speed cleaned up the displaced metal around the markings:

The result - some nice looking stamped numbers:

The ring finished, I set about making the indexing pin mechanism.
I milled a notch in a piece of aluminum angle. One leg of the angle was fairly long, so I had it hanging outboard from the vise:

To keep the vise aligned, I used a machinist jack at the other end of the jaws.
Then, turning the piece ninety degrees, I relieved the inner surface to clear the round indexing ring:

With a fly cutter I made a recess in the surface that woud butt up against the front of the lathe headstock:

After roughing on the bandsaw, I cut the interior diameter with a boring head:

A quick trip on the band saw, and I had the corners trimmed off:

Then back with the boring head to make nice curvy sections:

OK that was the mounting bracket. Now, on to the indexing pin holder:
I started with a nice chunky piece of aluminum and milled out a clearance recess:

I centered the piece under the quill and center drilled for a hole:

I laid out a simple design and roughed out the piece on the band saw:

I drilled and countersunk a pair of mounting holes:

I mounted the piece on the lathe face plate, and I used my "wiggly center" to align my center drilled hole with the axis of rotation:

Then it was a simple matter to turn a nice attractive shape, using a form tool to finish the radius section at the base:

I drilled and bored the center hole:

And a little decorative touch at the end:

The plunger holder is a piece of brass, drilled and reamed at one end:

And threaded at the other:

I cut off a couple of pieces of NF threaded steel rod:

I didn't shoot enough pictures of some of the process, so there are some gaps in the narrative. The threaded pieces would become guides and a spring holder for the plunger, so they got drilled, reamed, and milled a bit:


I went for a decorative knob - starting with my circular form tool:

Some rope knurling:

And facing, and more form tool work to finish the knob:

Here's my version of an exploded drawing:

It's the holder and the spring loaded index pin. By pulling the plunger back and rotating it ninety degrees, the pin will hold in the retracted position to allow movement of the index ring. I hardened and polishedthe tip of the index pin so it wouldn't wear too quickly in use
None genuine without this brand:

Here's the rig mounted on the lathe headstock"


I can use this ring with collets, or with this chuck that has a 5C collet mount:

To finish off this project, I figured I should drill the mounting plate of my regular six inch three jaw chuck.
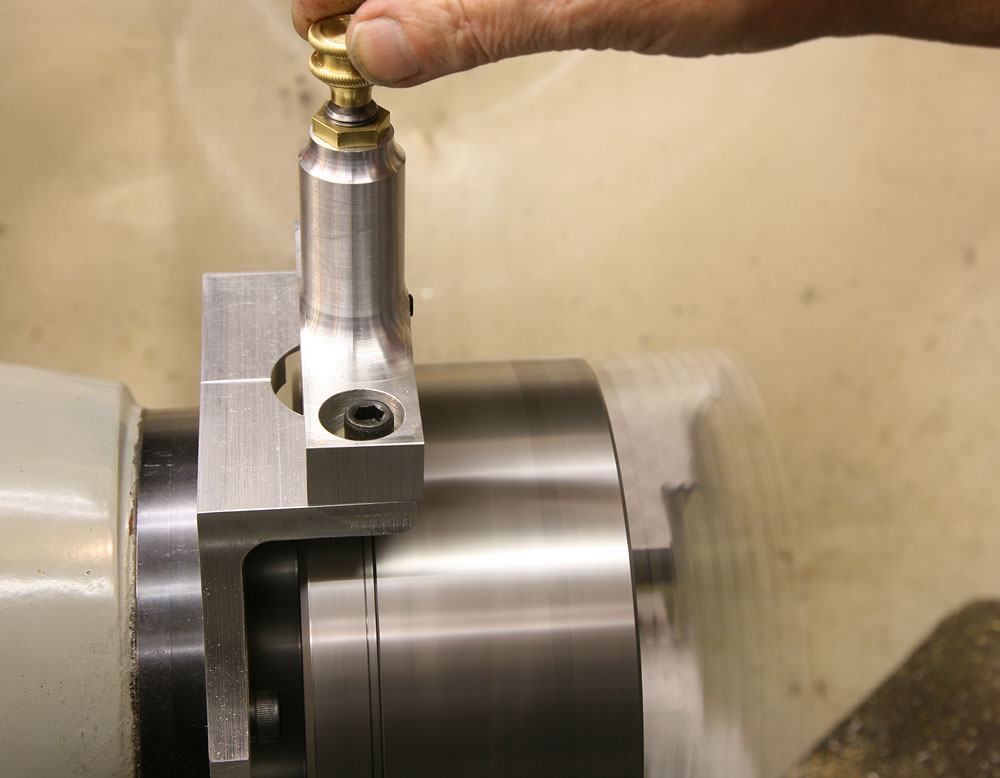
So, I mounted the chuck, turned the lathe on at slow speed, and pressed the hardened plunger against the rotating back plate:
Then, when I set the chuck up on my indexing head, it was easy to center the drill over the scratch:

Just as I had done with the first ring, I used my hand countersink to finish off the holes:

Ready to go:
