
















































|
|
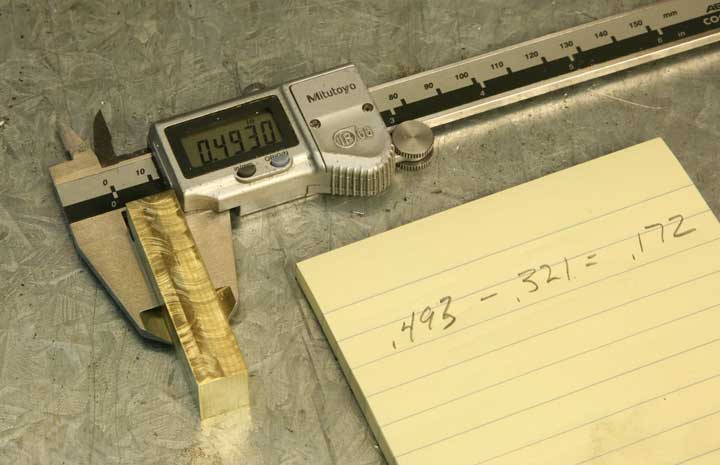
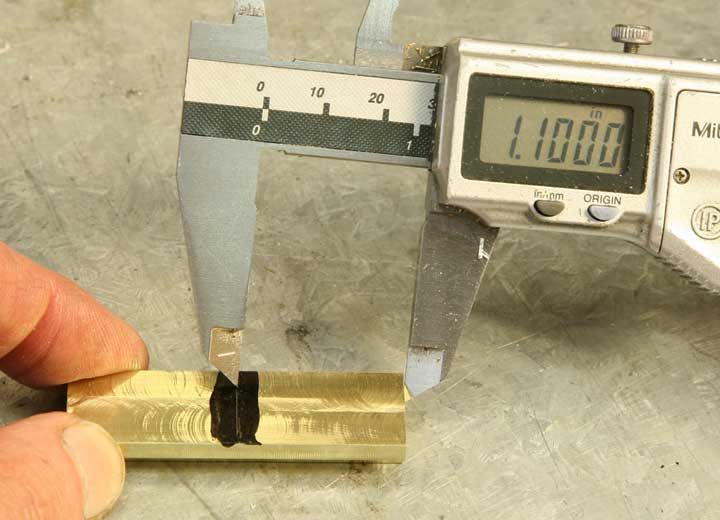
The slider should be .020" taller than the depth of the T-slot so that a portion will stick above, allowing clearance for the slider arm to move without scraping the surface of the base. In my case, the slot worked out to exactly .301" deep, so my slider should be .321" tall. Measuring the current thickness of the brass piece, calculate the amount you need to remove to make it .020" more than the depth of your T-slot. |
|
|
Once again, touch the tool to the part, lock the quill, move the table to clear the tool, adjust and lock zero on the Z-axis dial. |
|
|
Raise the knee by the dimension you calculated and cut that amount off the top of the brass piece. |
|
|
Now it's time to make the brass piece into the T-shape that will fit the T-slots in the base. Using the edge finder, just touch the front edge until the bottom section kicks over. Don't hesitate to repeat the procedure as many times as necessary to be confident that you're getting an accurate reading. |
|
|
Set the Y-axis DRO reading to zero. |
|
|
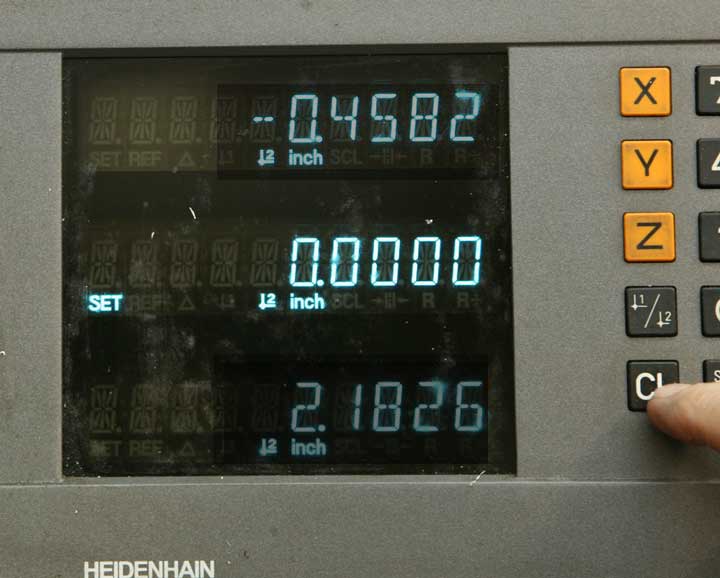
This time you'll be using the 1/2" end mill, and taking a precise cut in from the front edge of the part. In order to do that, you'll need to start with the end mill right at the front edge of the part. You could simply lower the end mill and move the table Y-axis until the end mill touches the part, and that would be pretty darn accurate if you're careful. An even more accurate method is to use the edge finder. Keeping in mind that the edge finder is .200" in diameter and the end mill is .500, you can easily calculate how far over you have to move the table once you find the edge with the edge finder. You can subtract half the diameter of the edge finder from half the diameter of the end mill, or, as I did here, you subtract the full diameter of the edge finder from the full diameter of the end mill and divide by two. |
|
|
Either method produces the same result, namely .150" Once you get a good reading with the edge finder, move the table back away from the edge finder by .150" |
|
Set the Y-axis reading to zero. |
|
|
You now have the table set so the bit will be aligned right at the edge of the part. Remove the edge finder and install the 1/2" end mill. |
|
|
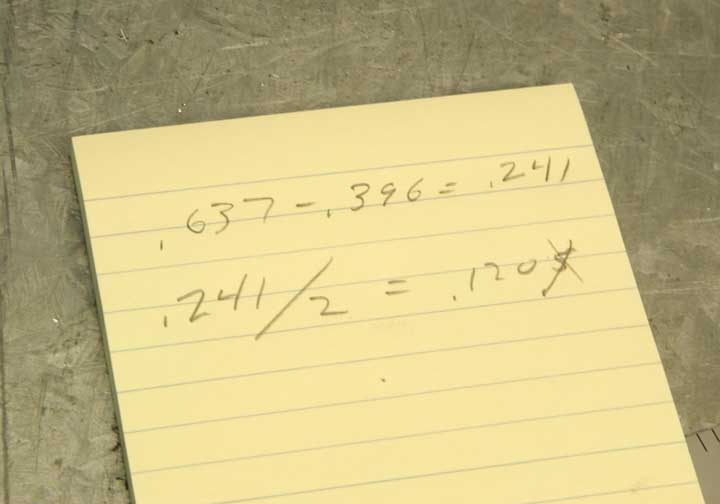
Subtract the final dimension of the narrow portion of the slider from the current dimension, and divide by two. If it comes out to an uneven number of thousandths, round downward because you want a sliding fit with no binding, so it's better to be just a taste undersize than oversize. |
|
|
Now to set the depth of the cut for this important notch. This time instead of working from the top, try working from the bottom of the part. Bring the bit down to just touch the top of the parallel, which, of course, is even with the bottom of the brass piece. |
|
|
Set zero on the knee dial. |
|
|
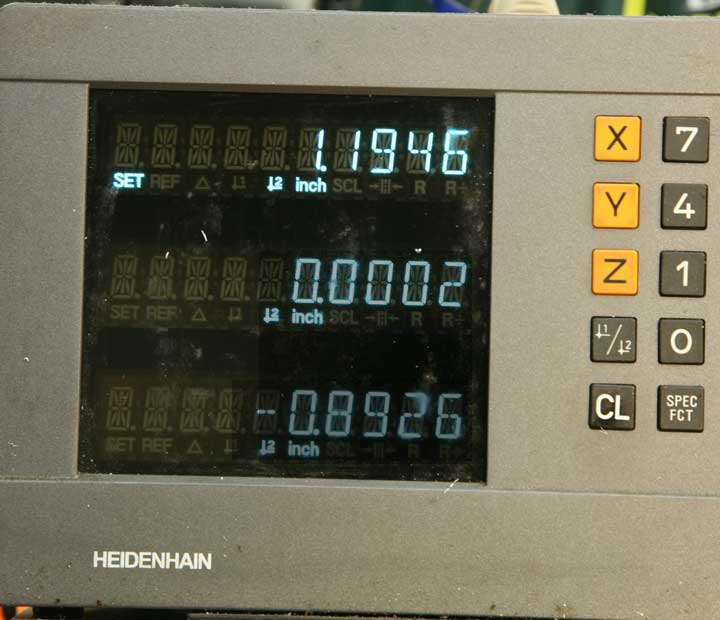
And lower the table by the final dimension of the slider. When lowering the table you have to be careful to count backward from zero because you're going opposite the direction of the numbering. It's not that difficult. Here, I've set my final dimension of .152" or .004 less than my final T-slot bottom height. The reading is 48 (100 minus 52) |
|
|
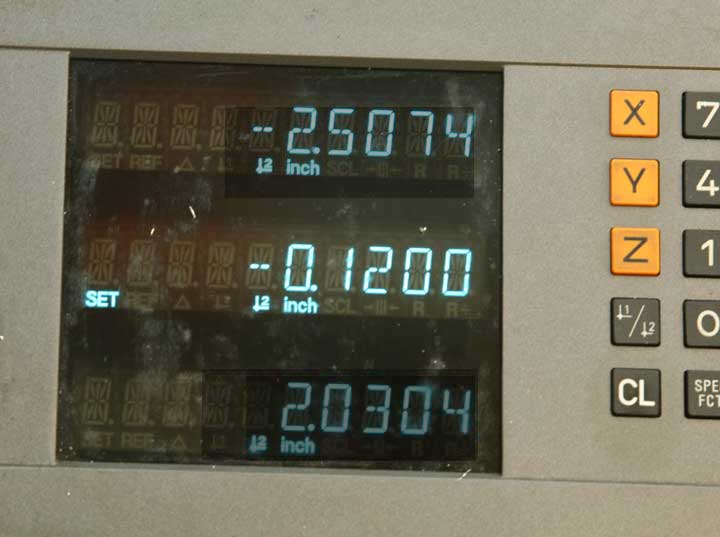
Move the Y-axis to .120 as calculated above, and lock the Y-axis |
|
|
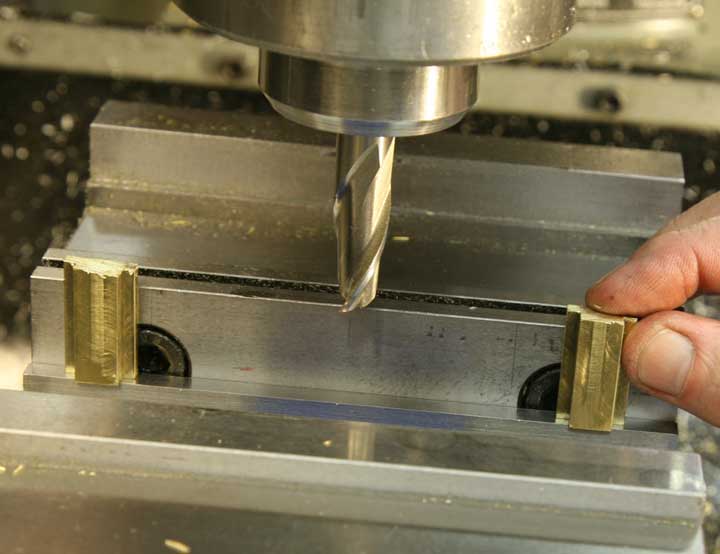
Now, take a nice climb cut the length of the part. |
|
|
Take the brass out, turn it around and make a similar cut across the other edge. |
|
|
With any luck, you now have a nice sliding fit in the T-slots. If the piece binds, check for burs and rough edges before trying to make any adjustments in dimension. File all the corner edges, and you should have a good fit. If you do need to take some material off, be quite careful to make sure you can see where the piece binds before putting it back on the mill to cut it. |
|
|
Measure the length of the slider. |
|
|
Make a nice black mark in the middle of the brass |
|
|
Set your caliper to half the length, and use it to scribe a nice sharp line. |
|
|
You'll only have to be slightly careful to cut this in half, leaving two pieces a bit over 1" long. |
|
|
Here's an easy way to make both pieces exactly one inch long. Using a single parallel that will allow about 3/4" to 7/8" of clamping space above it, lower the quill until the 1/2" end mill just touches the parallel. Lock the quill |
|
|
Set zero on the Z-axis dial. |
|
|
Lower the z-axis exactly one inch. On most mills, that will be ten full revolutions. |
|
|
Place the two brass parts in the vise, balancing their square cut ends on the parallel. All vise jaws move slightly out of alignment when parts are clamped only on one end, and you can take advantage of this by placing each piece near the ends of the vise jaws. Then when the vise is tightened, it will grip both pieces solidly. If you were to clamp them next to each other it's very likely that one would be tight and the other loose enough to shift position during the milling process. |
|
|
Mill the tops right off. |
|
You'll have nice cut ends and accurate length. |
|
The next operation is to drill and tap screw holes in the centers of the parts. This time you'll clamp both in place to keep them solid, but you'll work only on one at a time. The idea is to "index" the part right at the edge of the vise, so you can measure for only one, but cut both exactly the same. Turning the pieces upside down and gripping them by the small section you can slide one over to the right, and position it exactly at the edge of the vise, using a parallel as a guide. Hold the piece against the parallel as you tighten the vise. Make sure you hold it down against the vise jaw top as you do so. |
|
You did file off all the burs left by the previous operation, and you cleaned all the relevant surfaces, didn't you? Right. Now it's time to use the edge finder in a slightly different way to find the center of the part. This happens to be my favorite method, finding both edges rather than finding one and measuring the part. First, find the front edge as before. |
|
Then, set the Y-axis on zero. |
|
Now, find the back edge. |
|
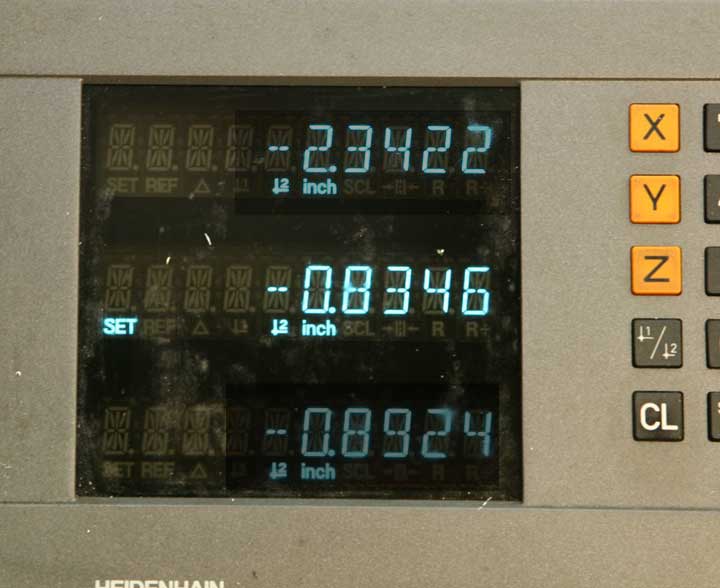
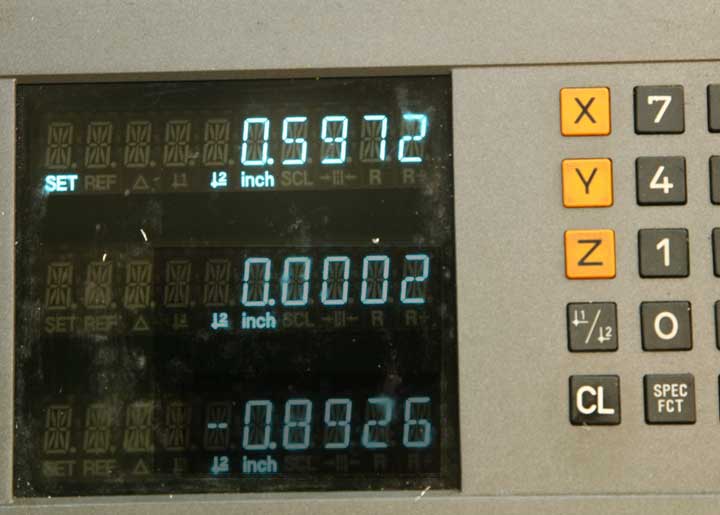
Note the Y-axis reading. |
|
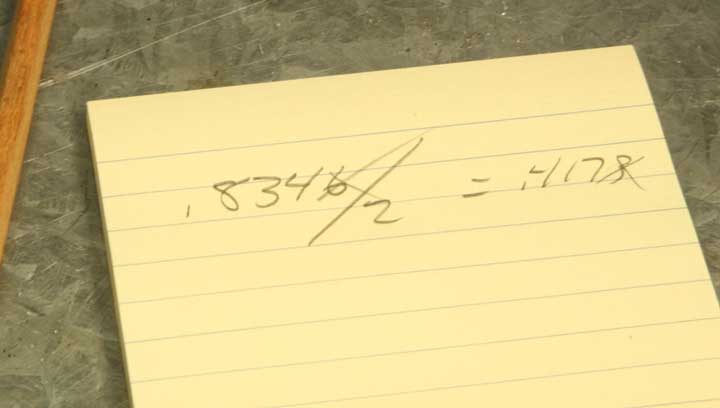
Divide that in half. Here I've eliminated the "tenths" because that kind of accuracy is beyond our scope. |
|
Raise the quill to clear the edge finder, and move the Y-axis to the calculated dimension. |
|
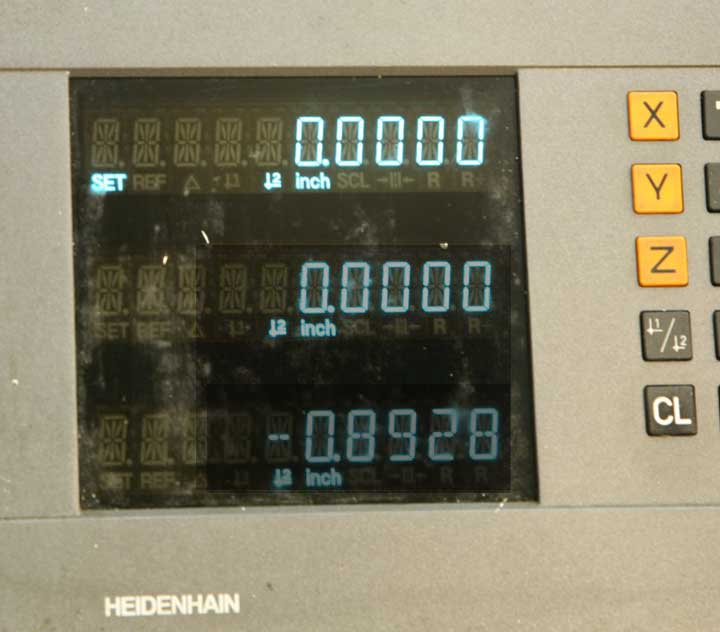
Set zero on the Y-axis of the DRO. Now, anytime you want to return to center, just go to "0." |
|
Now, repeat the process, this time with the X-axis. Find the right edge. |
|
Set the DRO to zero on the X-axis. |
|
Find the left edge. |
|
Note the X-axis reading |
|
Divide by 2. |
|
Raise the quill, move to the calculated dimension. |
|
Set the X-axis to zero. Wow, now you can accurately find the center of the part by simply moving the X and Y handles until you reach zero on both DRO axis readings. AND, even better, you can do it again with the other part as long as you index it against the side of the vise. Imagine the time and effort you'd be saving if you had a hundred of these little buggers to make. |
|
Put the drill chuck in the spindle, and drill a hole on center (X and Y at zero, yes?) with a #21 drill. |
|
Quick, switch parts, index the new one against the vise jaw end, and drill it the same way. |
|
Load up the tap handle with a 10-32 spiral point tap. Also known as a "gun tap" because it "shoots" the chips ahead as it cuts, this is the most efficient tap for threading holes that go all the way through a piece. It's only natural to think that if you have a nice straight hole, the tap will follow the hole and make nice straight threads. Well, sorry to say, it just doesn't work that way. In order to get straight threads, you need to have a mechanical way to align the tap. Fortunately, the milling machine can help. |
|
This is a technique you use with the machine turned OFF. First, stick the end of the tap up into a collet of the appropriate size, and shove the collet up into the quill, but don't tighten it there. |
|
Then, return to zero to center the tap over the hole. |
|
Stick the tap into the hole |
|
And, lower the quill almost to the lowest it will go. Lock the quill. |
|
Apply a bit of tapping lubricant. |
|
Proceed to tap the hole, with absolute assurance that the tap will be guided straight and true. |
|
As you tap, the collet will be drawn lower, but it will continue to do its job, nicely guiding the process. |
|
If you haven't already, go ahead and use a small file to "break" the corners of the slots and remove any leftover burs or roughness. |
|
All corner edges will need a bit of attention. |
|
Same goes for the sliders. Stick the sliders in the slots, and run them back and forth past the intersection. If they bump as they go past the junction, give their corners a bit more relief. |
|
The handle is aluminum, and, just like the other parts, it will need to be trued up before use. |
|
Trim the ends first. |
|
You'll want the handle to be long enough to crank the mechanism nicely, but not so long that it gets in the way of life in general. Something between 3.5 and 4 inches seems good to me, and I settled on this length, which is how my piece came out when I cleaned up the ends. |
|
More milling, first the top edge. The piece is supported on parallels, of course, so everything will come out even. |
|
Then, flipping it over, the bottom, and setting the depth of the cut as in earlier processes, trimming it to the final dimension. |